Rudder
In 2002. Van's changed the rudder design of the RV-7, increasing its size to improve spin recovery performance. My rudder is the larger version. This is the first component with a sharp trailing edge, and according to the plans and instructions this needs care.
1. Stiffeners
First job is to cut and trim the rudder skin longitudinal stiffeners. There are 8 for each skin. They are clecoed to their respective skin and match drilled. All holes are deburred and dimpled and then stiffeners and inside skins are treated with Alumiprep and Alodine, and primed. Rivets are installed from the outside and held in place with riveting tape adhering to the surface along the rivet line. The skin is turned over and the appropriate stiffener is laid along the skin with rivets protruding up through each hole.
|
Stiffeners |
Dimpling skins |
A dimpled hole |
Installing rivets |
Rivet tape in place |
Rivets from other side |






2. Riveting stiffeners to skins
Once the stiffener is in place, double check the position of the back-riveting plate and set each rivet, moving the back plate as needed. The third image below shows a high mag view of three rivets, the middle one is yet to be set. Once the skins are complete, the front spar, ribs, reinforcing plates and trailing edge are all clecoed to the skins to build the rudder, ready for match-drilling. A small spacing shim is also fabricated from 0.032" sheet. The rudder horn brace needs to be trimmed and fitted between the lower rib and control horn as shown in the 4th image below. All is match-drilled, disassembled and deburred (including skins). All internal components are dimpled and have edges smoothed with the Scotchbrite wheel and a pad.
|
Apply stiffener |
Backrivet |
Middle rivet not set |
Rib, horn and brace |
Deburring skin |
Components finished |



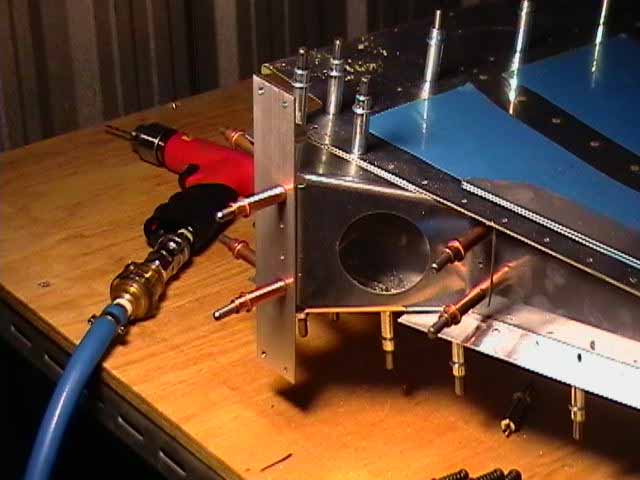


3. Trailing Edge Preparation
The trailing edge is formed by the skins meeting over a thin, long, wedge-shaped piece of aluminium, pre-drilled to match the rivet holes in the skins. Apparently, getting the trailing edge straight and true is one of the more difficult tasks in the empennage. You make a tremplate out of a piece of angle aluminium, match drilled to the trailing edge hole spacing. Notice the jack and piece of ply lifting the sag out of my bench edge for this operation. The actual trailing edge wedge has to be double-countersunk to take a dimpled skin on either side. Small flush rivets are driven into each dimple, and the resulting "double-flush" rivet finish is strong and, if straight, apparently a pretty good-looking finish. We shall see! Before attempting this, I riveted the horn brace and rudder horn top the lower rib, and I also riveted the reinforcement plates and bearing platenuts to the forward strut. It was a lot of squeezing, but the finish is not too bad at all, and it all seems strong and true so far. The next stage is to rivet the counter-weight rib to the spar, and bolt the counterweight in place. Before final construction, I made sure the edges and strain relief holes of both skins were smoothed, with all sharp edges and protrusions removed.
|
Trailing edge template |
t.e. wedge c/sink |
horn brace detail |
bearing platenut detail |
rudder counterweight |
strain relief skin finish |


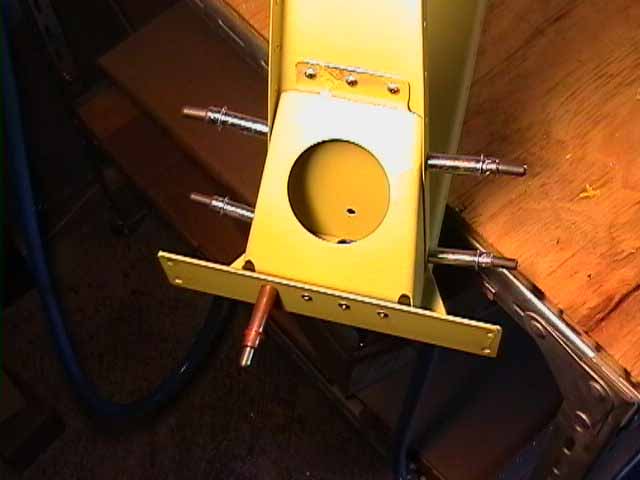



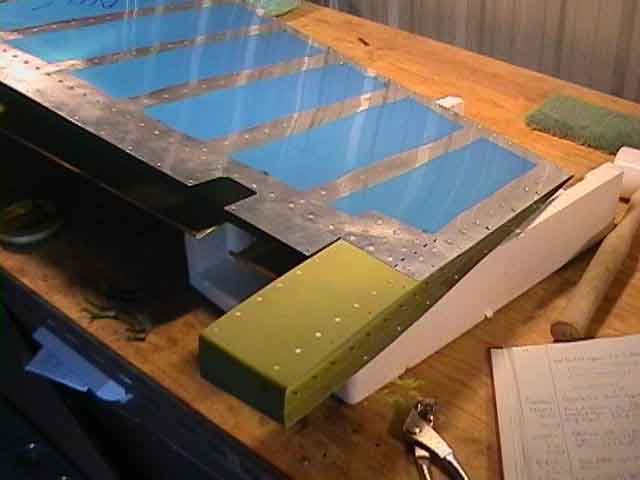
4. Counterweight and More Trailing Edge Preparation
The counterweight rib and skin are riveted to the upper main rudder skins by six rivets (here clecoed). Next the top rib is riveted in, but first the technical counsellor has to check out the work inside. You need the thin "no hole" yoke to squeeze in this tight space. All was deemed OK and signed of on my SAAA "Builders Assistance Program" file. The top and bottom ribs were riveted in place, and then the skin was riveted to the front spar. Finally, I bought some Selleys "Super Strength" Araldite (epoxy glue), mixed a batch and coated the training edge wedge with a fine layer. I then clecoed together the training edge, using a straight piece of Aluminium angle to hold everything square and straight, as suggested in the plans. Finally, I "hung" the rudder from this piece of angle, so as to ensure equal stress on both sides of the skin. The final result with the trailing edge glued certainly LOOKS straight, however the clecoes had to be "coaxed" out of their epoxy bed, and the straight angle carefully "unstuck" from the rudder. The epoxy got into a few of them, and they had to be discarded. Note in the right-hand picture below, after the clecos were withdrawn, a few holes retained a little epoxy. This had to be carefully removed with a blunt punch (similar to removing rivet heads when drilling out rivets).
|
counterweight |
"no hole" yoke |
counterweight finished |
rudder horn brace |
trailing edge glued |
dimples full of epoxy |
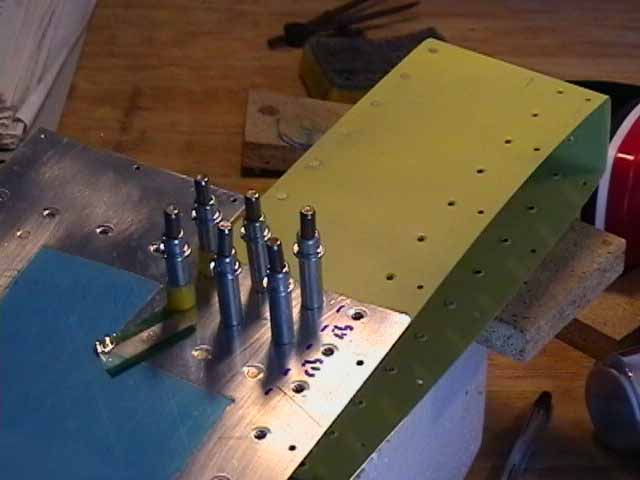




5. Double-Flush Riveting the Trailing Edge
I took it very slowly here. I laid the rudder on my table, and propped it up with blocks and carpet to align the flat training edge with my Avery back-riveting plate. I just did as was necessary to get things parallel, realising that my table was probably a bit warped. I used a 1 meter metal ruler as my straight edge (a trick I learned from model-building days). I back riveted every 10th trailing edge rivet, so they were about 1/2 set, then I did every 5th, every 2nd and then just filled in the gaps, checking with each pass for a straight edge. The second image below shpws the end result of the 1/2 set shop heads (next to the "Araldite" glue tubes). I then turned the rudder over, placing the 1/2 set shop heads against the back-riveting plate. I used the Universal mushroom head on the smooth manufactured heads to flatten the shop heads against the back-riveting plate. The result was pretty damn good I think. Finally I turned the rudder over again and ran the mushroom head over the shop heads (with the back-riveting plate underneath) )to flatten any rivets that were not fully set. Everything looks straight and feels pretty smooth. I will fill those "acorn"shop heads eventually with microballoons and epoxy for a final finish. It was a relief to finish this with no major hiccups.
|
TE glued straight |
Starting to back-rivet |
Some rivets half-done |
Finished and straight |
Manuafactured heads |
Shop heads |





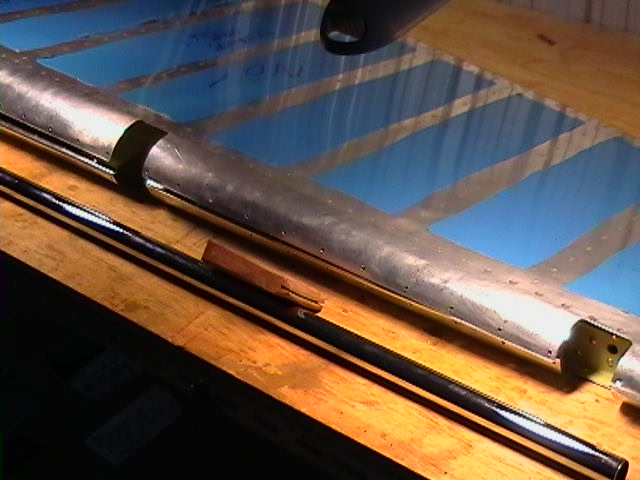
6. Rolling the leading edge and finishing
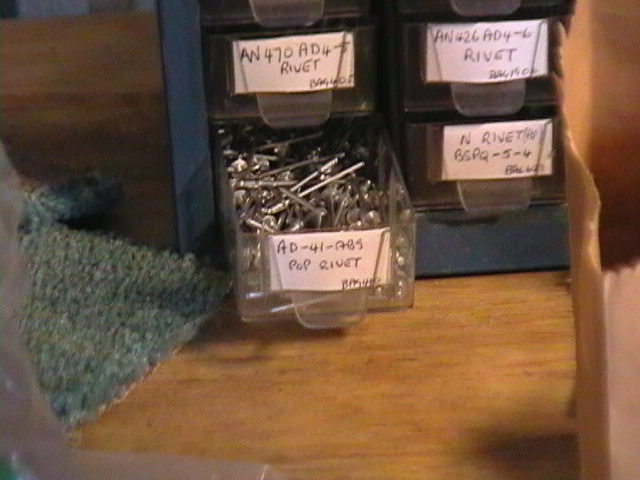
The next heart-stopping job is to roll the leading edge. I bought a 1" shower rail (steel/chrome) from Bunnings, and taped it inside the leading edge as per Vans suggestions. A vice-clamp on the rail provided the necessary leverage. Before rolling I used my hardwood edging tool (thanks for this tip Sam Richards) to impose a slight bend of the outside leading edge, in the direction of the curve. The tool is just a piece of hardwood (see in 1st image below, leaning on chrome rod) about 3 " wide with a long slot cut in it. You insert the edge in the slot and work it up and down while imposing a bending moment to bend about 5mm of the edge in the required direction by 1 or 2 degrees only. This gives a nice snug edge closure when you rivet together. Rolling the edge was not straight forward. Take your time, and be careful not to over stress the upper right angle edge where the skin is riveted to the counterweight assembly. I used the rod to bend things about 1/2 way, and completed the job by bending carefully by hand. You just have to avoid applying any high curvature stresses. Once the edges are close enough, cleco together. You should have drilled out to #30 first (I didn't, and had to debur the holes in rolled edge - not easy). Pop-rivet together and Bob's your uncle. The final job is to screw in the three bearings linking VS and rudder. The offsets from the front spar are given on the plans to the nearest 1/64". I use the jam nuts to indicate this height and screwed them in with a piece of the shower rod, squashed to approximate the bearing head dimension. OK it was not pretty, but it worked!.
|
rolled leading edge |
clecoed ready to rivet |
pop rivets are used |
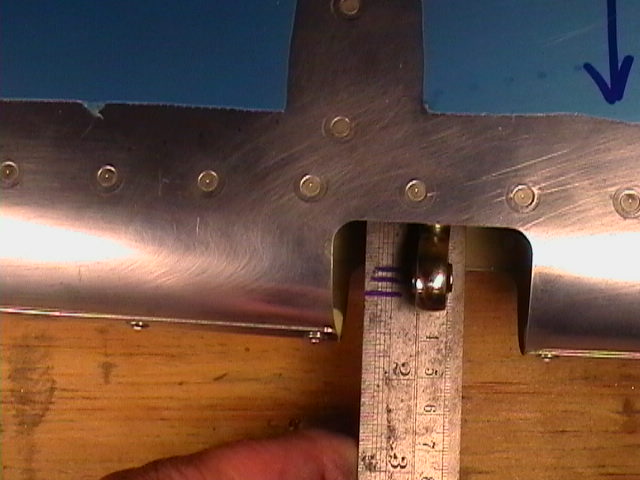
jam nut sets bearing |
bearing offset |


RUDDER COMPLETE 23 JULY 2004