Flap actuation hardware
1. Fuselage flap weldment (Jan 2006-June 2006)
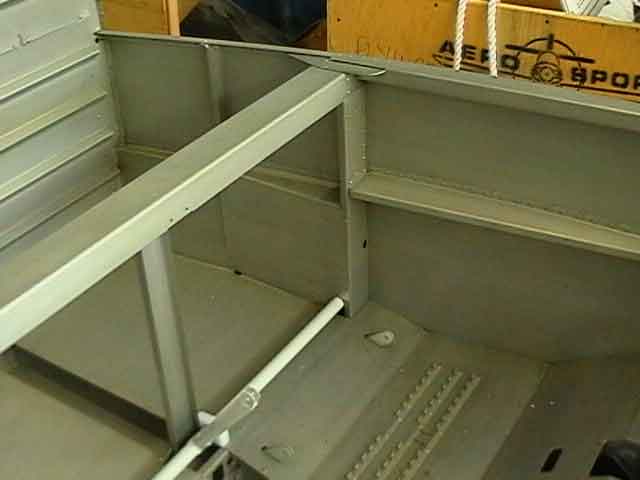
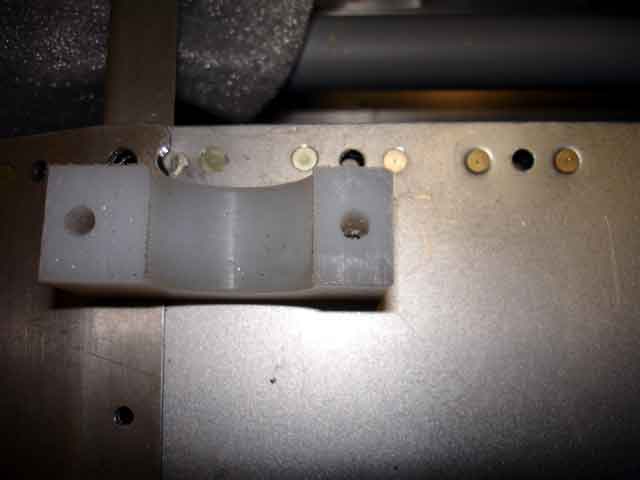
(January 2006) The RV-7 comes with electric flaps as the only option. These are driven by an electric motor and a powder-coated weldment which transfers torque from a screw-drive to to the flaps via push-rods through holes in the fuselage. The weldment is supported by three teflon blocks which have been pre-drilled to take the weldment rod. The first task is to drill holes for the AN3 mounting bolts for these blocks. The central block also needs to be bisected horizontally, shortened and to have a small notch removed for skin clearance. I drilled the lateral mounts and pushed them easily onto the welment ends. I also drilled the central mount block and then used the band saw to slice it in two, horizontally. I removed the baggage compartment side covers and carefully (it is a tight fit) placed the weldment in its approximate position (see pics). If you look closely you can see that the baggage compartment floor is held on with temporary pop-rivets, and is pre-drilled for platenust. The pop-rivets will need to be drilled out and the platenuts installed eventually.
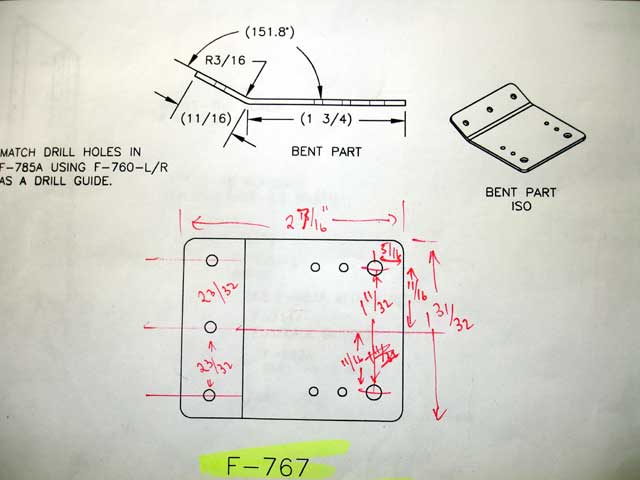
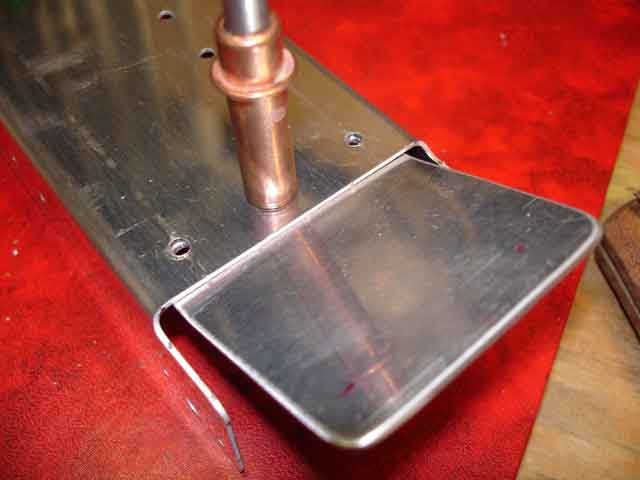
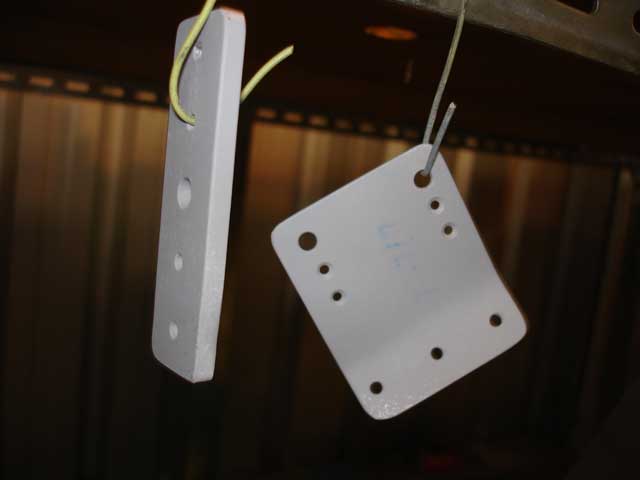
(June 7,8 2006) After working on cabin cover plates, the next job is to install the flap motor and its supports and covers. The flap motor appears to drive a worm gear of some kind which extends the length of a rod from about 100mm to about 220mm. This extending rod drives the flaps through the powder-coated steel welment shown in the first three images below. First job is to use a needle drill to make a small hole for a safety wire at the end of the arm which is moved by this motor (image 4 below). Next you need to fabricate a number of aluminium plate and angle components - two of these mount the motor and arm in a channel extrusion which is fixed in the centre of the cabin. Another set of plates fix this channel and associated cover plates in position in the cabin. There was not enough 1" x 1" x 1/8" angle for me to make one of these components (actually there was, but I missed it provided in one of the "brown paper envelopes"), but otherwise I am beginning to enjoy making stuff. Image 5 shows one drawing of such a component - this drawing has no dimensions (oops, Vans mistake [actually not Vans mistake - you are suppoed to find the final hole positions by match-drilling with components in final positions - fortunately my initial hole positions, taken from the drawing, were perfect]) so i had to measure from the drawing as shown. It is no big deal because the best idea is to match-drill these holes as you will see later. Image 6 shows two components, one made from Aluminium plate and the other from 1" stock. The holes' positions were determined by match-drilling against the components to which they will be attached. Image 7 shows how I bent the plate component to the prescribed angle, and the last image shows this plate clecoed in position against the channel component (cover) to which it will eventually be riveted. The other two holes were match-drilled against this component as shown.
|
starboard, no cover |
central baggage flr |
side-cover in place |
hole for safety wire |
plate compomnents |
fabrication |
bending |
match-drilling 1 |




(June 9, 2006) The first image shows the same component with all three previous holes drilled out. Now the other end has been drilled at one end and clecoed in position, ready to match-drill the second hole. By match-drilling you ensure that the holes always line up. Otherwise you have to measure and drill, and can be 1/32" out. The second image shows the platenuts with threaded hole at one end, positioned with screws, ready to match-drill the smaller holes for their retaining rivets ("match-drilling 3"). The third image shows these components disassembled, primed and drying off.
(June 21-22, 2006) I spent about 8 hours these two days working on, and nearly completing, the flap actuation mechanism. First I made the little comma-shaped angle component which maonts the motor in the flap-motor mounting channel (see below). I am getting to love making these components - my band saw and belt-sander are perfect for this work. The two flap channel attach plates were separated and edged with eth Scotchbrite wheel as were all the other components. I then Alumipreperd and Alodined everything, finishing off with etch primer on all surfaces and a grey enamel paint on outside surfaces. The flap actuation weldment and its teflon bearings were finally bolted into place, after fitting the two platenuts which take the bolts fastening the centre bearing. The channel mounting the flap motor lies at an angle between the two seats in the central cabin area. The AN4 bolt which secures tge extension arm and motor provides a fulcrum allowing the arm two wsing a little to find the angle dicated by the flap actuation arm. This bolt is held securely b etween two thibk plates of 1/8" Aluminium - as fabricated earlier. A unibut is used to enlarge the hole in the channel around the bolt head to 5/8", so the head of the bolt is secured to the platem not the channel.
|
match-drilling 2 |
match drilling 3 |
primed ready to rivet |
Motor attach angle |
Channel attach plates |
Centre flap bearing |
Channel attach plates attached |
Enlarging hole for bolt head |






The first image below shows the two plates which mount the motor end of the extension arn to the channel. You are supposed to fit it all together first before finally riveting the small comma-shaped support angle in place. Well, I just measured from the plans and everything seemd to go together OK. Image 4 below shows how the covers fit to the channel adn floor, allowing the platenut hole positions in the rear channel support to be match-drilled (image 5). Image 6 shows safety wire threaded through the little hole I drilled at the weldment end of the extension arm. This wire is wound around the bolt connecting arm and weldment, and it prevents the arm from rotating. To position everything finally, I laid the channel upside down in the cabin, and bolted the motor in place (with cotter pin!), followed by the extension arm/weldment connection. I then turned the channel the right way up, and fitted it to the backrest support channel and cabin floor. Application of +/- 12V DC moved the motor to give full range deflection of the flap weldment arm. Exciting stuff!!
|
Motor mounts |
Holes for bolt head |
Weldment |
Covers fit! |
Match drill for platenuts |
Safety wire |
Final attachment |
Flap motor and arms |






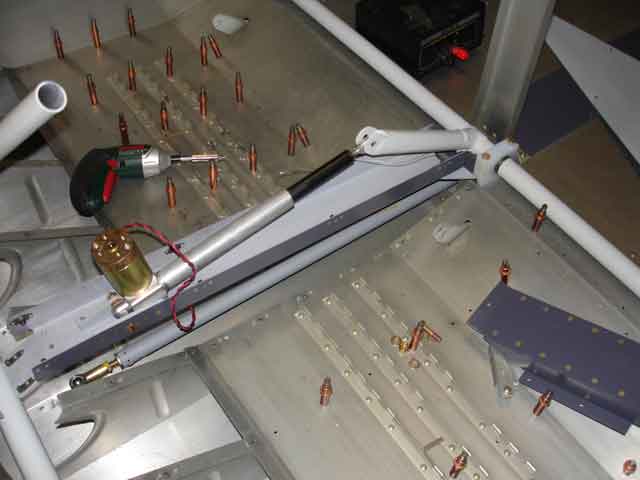

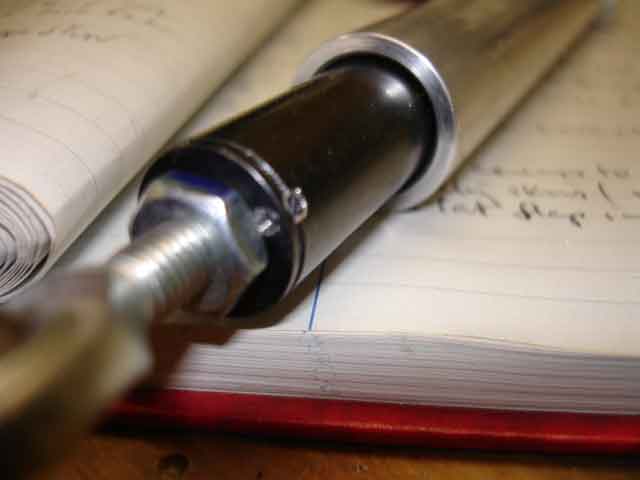
The first image below shows the 12V DC power supply I used to activate the flap motor, as well as the whole motor/arm assembly seen from behind. In image 2 you can see more of the motor, extension arm and linkages, positioned in the flap motor mount C-channel. This mechanism is normally sealed from the cabin by a thin aluminium sheet cover - the left cover is seen in the next image. The head of the large (AN4) bolt which secures the motor extends out beyond the channel and so the sheet cover has to have a semicircular piece removed - I used a socket as a template for this (image 3, 4). The rear vertical channel to which these covers are attached needs to be match-drilled with the holes in the cover plate (image 5), and then drilled to take platenuts. All this drilling leaves a lot of swarf - image 6 shows me vacuuming it up. Very important not to have little fragments of metal floating around. Image 7 shows this vertical channel removed and being match-drilled for platenuts. Image 8 shows details of the castellated nut and cotter pin which fasten the motor and extension rod to the flap motor support channel.
|
12V motor to test movement |
Motor and extension arm from behind |
Using a socket as a semicircular template |
Match-drilling cover plates (primed and painted) |
Cover plate on the other side |
Vacuuming up the debris |
Installing platenuts to vertical channel |
AN4 bolt fastens motor to channel |







2. Connecting flap pushrods
Fuselage holes
(23 October 2006) The final stages of setting up the flap actuation mechanism require you to cut holes in the fuselage to allow the flap pushrods to pass from the weldment, inside the fuse, to the flap attach point outside the fuse. This is one of the jobs done when the wings are first mated to the fuse temporarily. It is a little intimidating digging holes in a fuselage, so I include a lot of detail here for newcomers. I had surprizingly few issues with this. It all took a morning (3.5 hours)
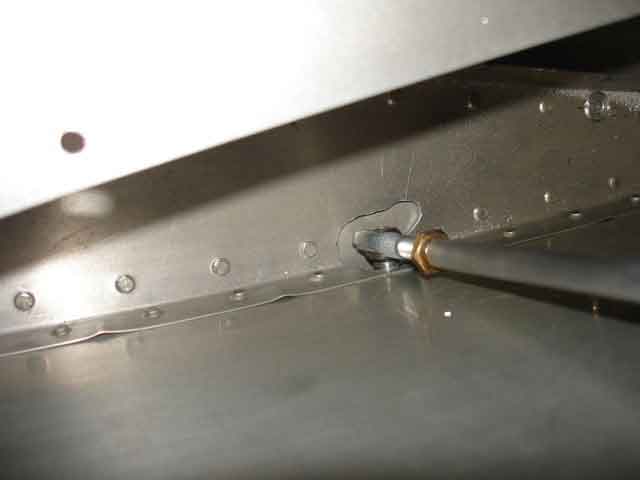
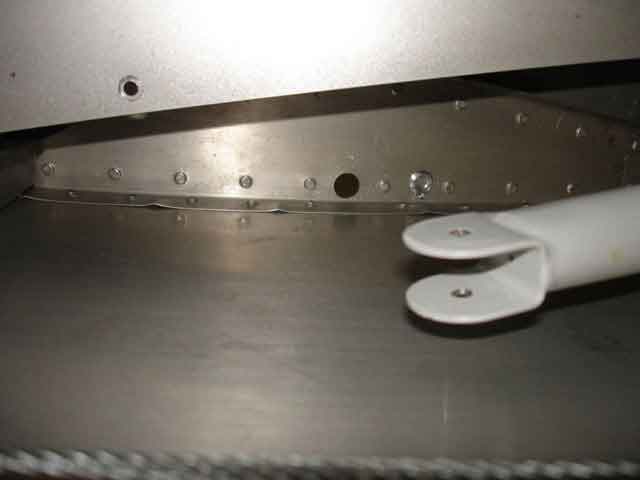
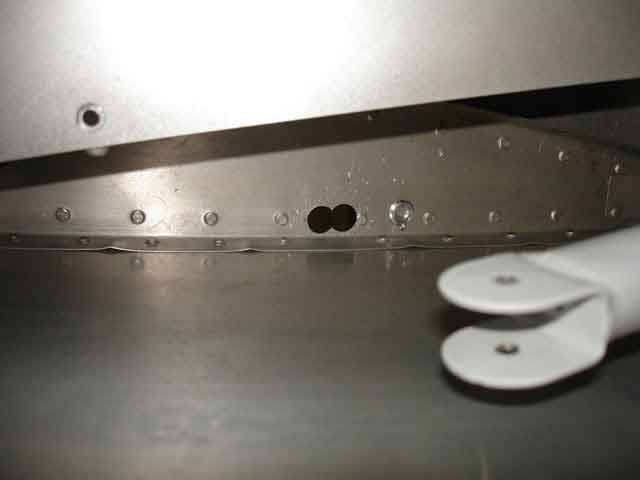
The first image is of the Warrumbungles Mountain Range which we visited this week on the way to Dubbo for a work meeting. Image 2 shows the right fuselage skin where the flap normally is positioned (with flaps "up" - blue line). Note the angled recess in the outer skin which marks the position of the hole to accommodate the flap pushrod (though Van never ever tells you this!). There are three rivets closely spaceed on teh underside of the fuse near this recess. I used these as a guide to tell me where to cut. Images 3 and 4 show, from inside and outside the cabin, the middle rivet drilled out. Image 5 shows the sheet metal cutters which were invaluable with this job, as well as one pushrod with its rod-end bearings. Images 6 and 7 show the result of cutting two 7/16" holes in the floor, next to the recess mentioned earlier. Image 8 shows how the lower pushrod rod end bearing fits neatly into the hole formed by teh merging and enlarging of these two initial cut holes.
|
Warrumbungles |
RH side recess |
rivet removed.. |
..from below |
tools |
hole enlarged |
2 holes enlarged |
it fits! |






The next operation is to move this hole up into the side of the fuselage. As with the underneath holes, I started with a 1/8" guide hole placed smak in the middle of the recess (image 1). I then use the 7/16" sheet cutter (image 2) to enlarge this hole (image 3), and files were used to merge it with the underneath hole (image 4). Images 5 and 6 show how the pushrod and its lower bearing, commected with the flap, now fit neatly into these holes. Image 7 show the bearing alone and image 8 shows everything connected up.
|
The hole goes here |
7/16" cutter is good |
hole cut |
and enlarged |
from inside cabin |
with pushrod/ bearing |
bearing alons |
connected up |








This whole procedure was repeated on the Left Hand side. Images shown below. The hole was smaller and more regular because I had had the experience from the other side. These procedures gave 45 degrees of flap movement - not sure how I can reduce this to 40 degrees as specified in the manual. The final task was to drill out the welment holes that take the upper rod end bearings to 1/4" (AN4). These take two AN4-10A bolts which the drawings say should have their heads toward the outside. To do this I had to disassmble the complete flap actuation bearing mechanism. Oh jeees!! This all took another hour to replace, but at least it is all kosher as far as the drawings are concerned.
|
left hand connected up |
and again |
and again |
nicer hole this side |
had to disassemble |