Horizontal Stabilizer
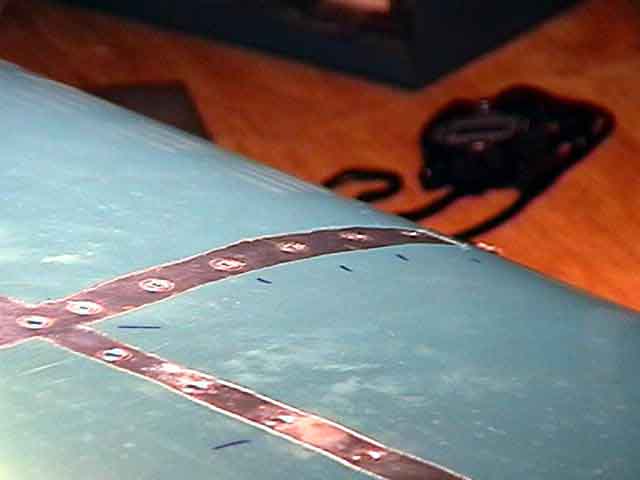
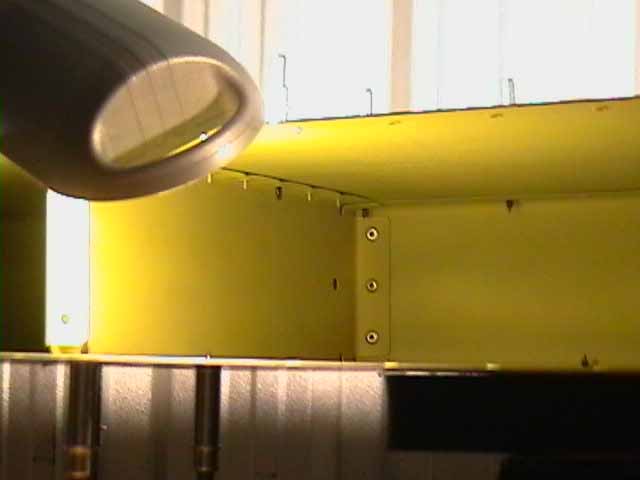
If you follow Vans instructions (usually the best idea), the Horizontal Stabilizer (HS) is the first item on the Agenda. Personally, I would build the Vertical Stabilizer first as it is less complex. It seems a little daunting at first, but the best option is to dig right in. The HS is, like most of the airframe, a sheet metal skin riveted to a preformed sheet metal skeleton. The first image below shows the left side of the HS assembled with temporary rivets ("clecos", those long things sticking out of the skin). The shiny ribs are part of the skeleton. the blue stuff is plastic protective coating on the skin (some has been removed to access assembly holes. It is not rocket science.
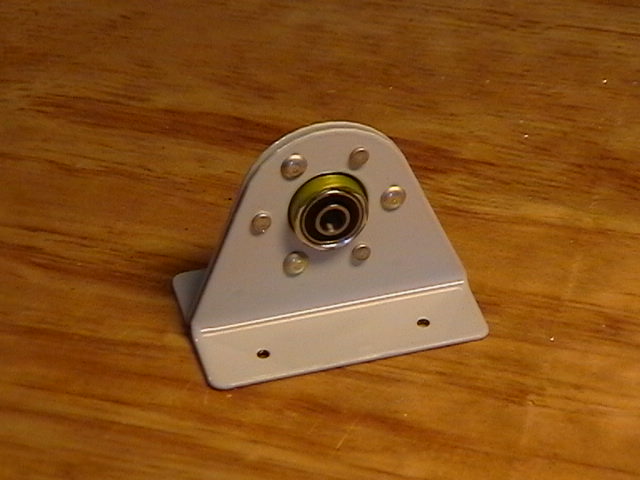
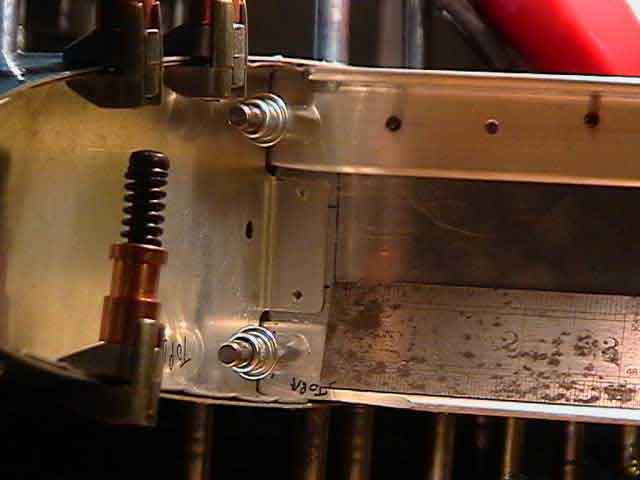
1. Central Elevator Horn Bearing Assembly
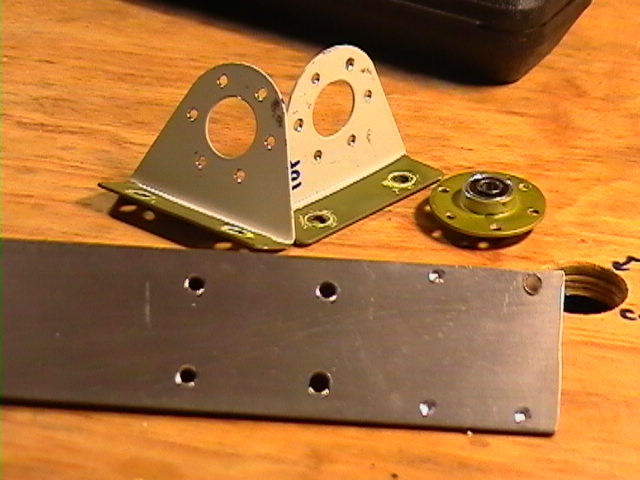
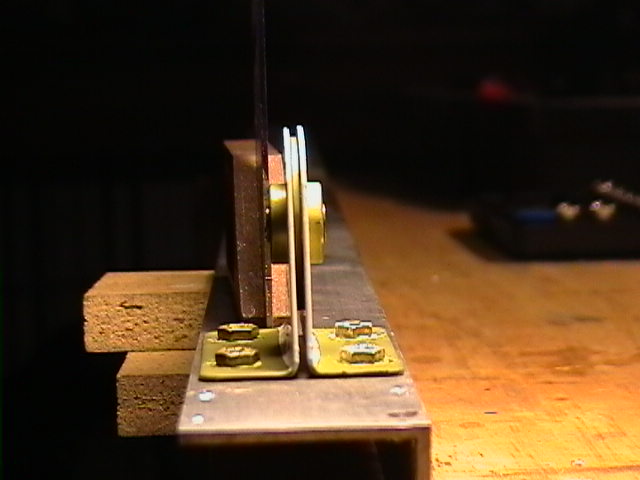
The instructions ask you to complete the central bracket assembly for the central elevator horn bearing before proceeding with the actual HS construction. The second image was my initial result which seemed OK until I bolted it to the completed stabilizer. The bracket plates with the mounting holes were slightly misaligned, which meant that the bearing did not locate exactly perpendicular to the spar - not good. So l drilled out the assembly, and made a template out of a piece of robust aluminim angle, with four holes in the exact same positions as the spar mount holes (see "drilled out" below). I then bolted the loose assembly to the template with the bearing in place - this ensured that everything was square (see "Bolted to template" below). With everything bolted in, I then riveted the assemply together. Previously I had only used clecoes in the bearing attach holes (as per instructions) to align the structure but obviously this was not good enough. In future I would use this technique for similar assemblies to be safe.
The big lesson learned here was not to be scared to drill out rivets and reconstruct when things are not optimum. Unfortunately this was an important lesson for me to learn!
|
one side of the HS |
Inital effort |
Drilled out |
Bolted to template |
daylight |
now its square |


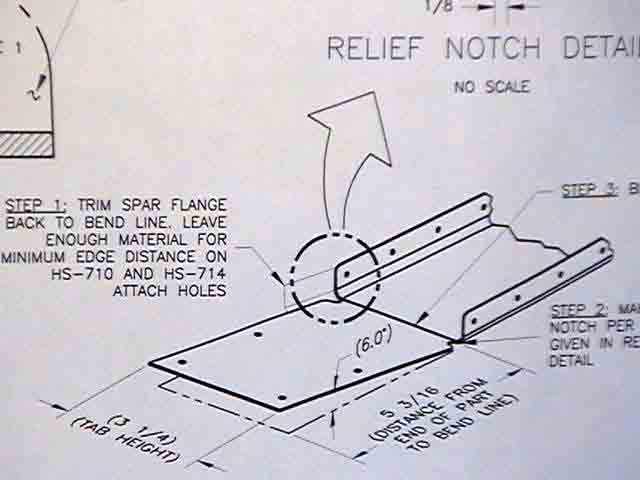
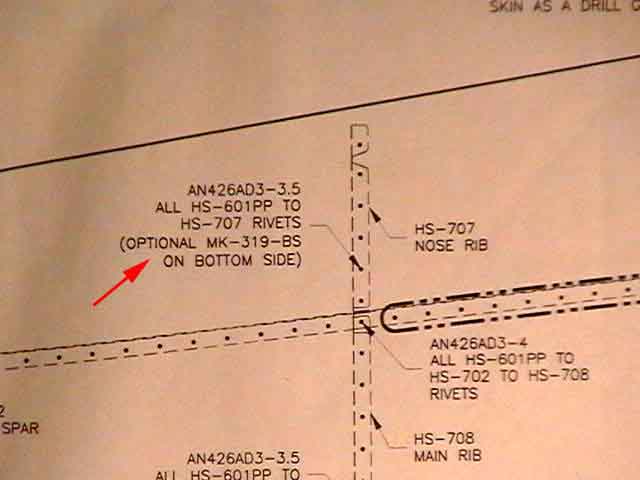
2. Horizontal Stabilizer Front Spar - preparation
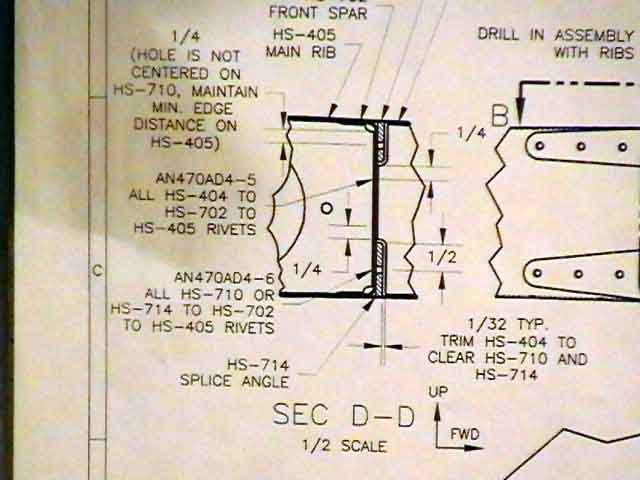
This is where most builders confess to having to study the plans carefully. The channel section lengths forming most of the spar are actually from another aircraft kit. You have to modify the inboard section as shown in the plans below. I used a pen to mark exactly how much metal to remove and then used a light hacksaw, trimming and finishing with a die-grinder and Scotchbrite wheel. A Unibit drill provides large stress relief holes to the central tab,where a 6 degree bend will eventually be provide sweep in the front spar assembly. The right and left front spars are held together by two pieces of angle aluminium which need to be trimmed, drilled and bent to the 6 degree sweep. They are confusingly called "splice" and "reinforcement" angles. One of them is the front attachment of the stabilizer to the fuselage! For this reason it has to be made flat (to abut the fuselage sheet), so the attaching rivets are flush and they fit into countersunk and dimpled holes as shown
|
modifications |
marked up |
stress relief |
both sides |
reinforcement |
countersunk - dimpled |





3. Front spar to ribs attachment
The plans show a sectional view of how the inboard ribs and central front spar assembly go together. It seems confusing, and you have to stare at the plans for a while to see what's going on. Key is the fact that you have to trim the ribs as shown to allow just enough space for the reinforcement angles. Everyone seems to remove too much material here, and then fret that they have made a big mistake and not left enough material between the hole and the component edge. I did. But Vans will tell you that the standard rivet-to-edge limitations do not apply here, as the components never have shear forces applied because the skins hold it all together anyway. No worries, mate. Just cleco on the skins and you are ready to match drill.
|
confusing |
5 components |
together - side |
drilling through |
oops - edge tolerance? |
together |



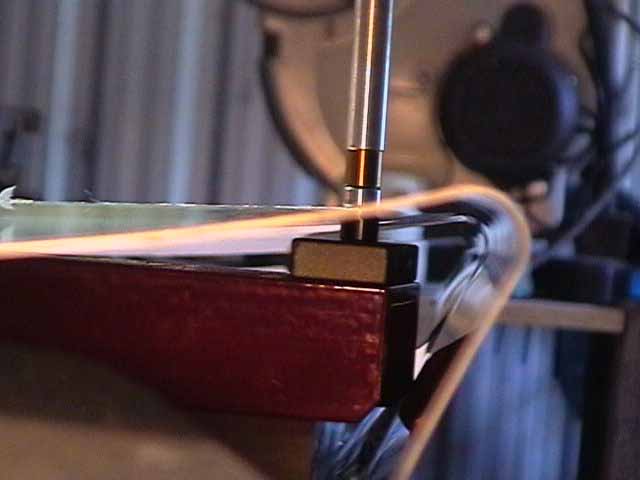
4. Drilling, deburring, dimpling, preparation and priming
The skins are clecoed to the skeleton and all holes are drilled out to final size. Then (as with all components), you disassemble, debur ALL holes, and dimple as required. I found the Avery vice-grip dimpler did an inferior job. I only use it in tight spots where there is no alternative. I use the C-frame or hand squeezer with all holes now. Don't forget to run the edges of every component along the Scotchbrite wheel to remove manufacturing artifacts. Use a Scotchbrite pad to remove other imperfections. This is the most time-consuming bit. I listen to classical music and the time flies. Once all that is done, wash everything with detergent/Scotchbrite and rinse. Then apply Alumiprep, rinse, dry, followed by a 5-10 minute immersion in Alodine for each component. The rest of the day is your own! Once the Alodine is dry and firm, spray with Sterling 1201/1202 Epoxy Primer/Sealer. This is milspec stuff which leaves a thin and very tough yellow skin on the components - they use it in FA-18s I am told. Some say you don't have to prime, but the SAAA builders assistance program in Australia demands treatment to resist corrosion, so why not use the best! At the end of all this you have every component smoothed, drilled, deburred, dimpled, Alodined and primed. Finally you are ready to start riveting it all together.
|
Skins clecoed on |
dimpling skin |
hand dimpler - ugh |
dimpling forward |
primed |
primed |

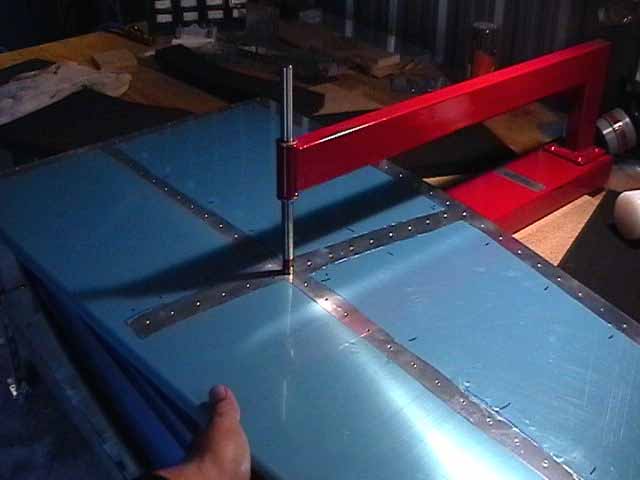


5. Final Assembly
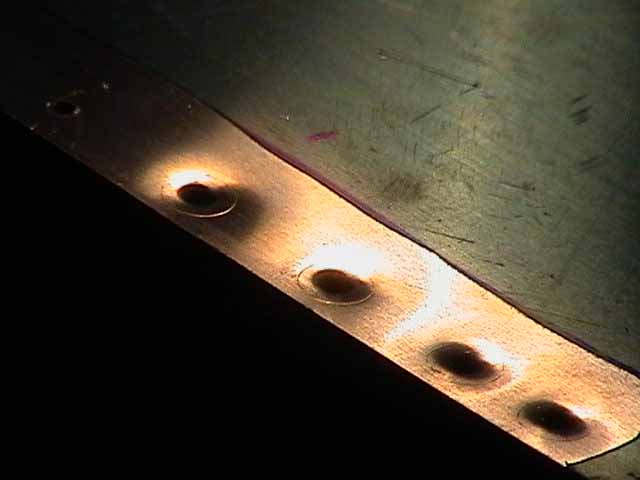
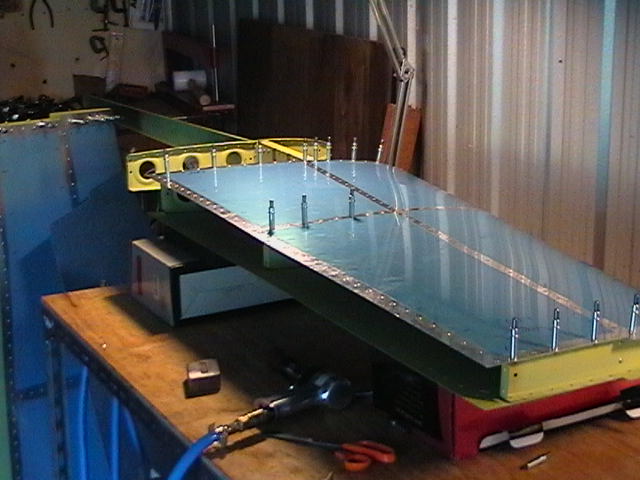
Follow the instructions carefully here. The very first rivets are the flush ones that attach the front ribs in the to the skin. Practice first, as much as you need to make sure you know what to do. I found this difficult on my own, and had to drill out my first efforts. It helps to have someone shooting while you buck and always ensure rib and skin are snug together. Any gaps and the rivet will not set properly. The other side can be set with flush pop rivets - they looked fine to me. Then you rivet the skeleton together. With the round-head Universal rivets, push real hard so the rivet set does not bounce and cause a "smiley". I had to drill my first three rivets out for this reason. Riveting the skin to the skeleton was relatively easy. I polished a flat on the side of the smallest bucking bar from Avery, and I was able to blind rivet with this bar by myself with good results. In general, I clecoed every third hole, riveted the rest, and then removed clecoes and final riveted those holes as well. In the fourth image below you can see the completed rear spar hanging on the wall. THe final step is to rivet this in place, but wait until your Technical Consultant has checked all the work inside first.
|
middle rib/skin |
|
flush pop rivets |
skin-skeleton |
internal pop rivets |
both skins |


Horizontal Stabiliser finished Jan 23rd, 2004.